


- 16 de Junho de 2026
- by Óscar Fernández
- Notícias
El ensayo de tracción en acero es uno de los ensayos mecánicos más habituales en laboratorios industriales y de investigación. Su objetivo es simple: tirar de una probeta hasta que rompe, midiendo en cada momento la fuerza aplicada y la deformación sufrida. A partir de esa curva de carga-deformación se extraen las propiedades mecánicas que definen si un acero es apto —o no— para su uso en una aplicación concreta.
Parece sencillo. Y en cierta medida lo es. Pero la calidad del resultado depende directamente de cómo se ejecuta el ensayo: la geometría de la probeta, la velocidad de aplicación de la carga, la calibración del extensómetro, la temperatura ambiente… cualquier variable mal controlada puede invalidar los datos o, peor, ofrecer resultados falsamente válidos.
Por eso existe la norma ISO 6892-1. No es burocracia: es la forma en que el sector se asegura de que los resultados de un laboratorio en Barcelona sean comparables con los de uno en Stuttgart o en Detroit. En este artículo explicamos qué dice la norma, cómo se ejecuta correctamente el ensayo y qué resultados cabe esperar según el tipo de acero.
Qué es exactamente el ensayo de tracción en acero
El ensayo de tracción —también llamado ensayo de tensión o ensayo uniaxial de tracción— consiste en someter una probeta de geometría definida a una fuerza de tracción progresiva y controlada, aplicada en la dirección longitudinal del material. La máquina registra continuamente la fuerza (en newtons o kilonewtons) y la elongación de la probeta (en milímetros), generando la curva fuerza-deformación.
A partir de esa curva, y conociendo las dimensiones iniciales de la probeta, se calculan las propiedades mecánicas clave del material: el límite elástico, la resistencia a tracción, el alargamiento y la estricción.
Este ensayo se utiliza prácticamente en todos los sectores que trabajan con acero: construcción, automoción, aeronáutica, energía, fabricación de maquinaria, tubería y recipientes a presión, entre otros. Si el material lleva acero, lo más probable es que alguien haya comprobado sus propiedades mediante un ensayo de tracción.
La norma ISO 6892-1: qué regula y por qué importa
O ISO 6892-1:2019 es la norma internacional de referencia para los ensayos de tracción de materiales metálicos a temperatura ambiente. Su nombre completo es Materiales metálicos — Ensayo de tracción — Parte 1: Método de ensayo a temperatura ambiente.
La norma regula, entre otras cosas:
- Los tipos y dimensiones de probeta admisibles.
- Los requisitos de los equipos de medida (clase de exactitud del extensómetro, velocidad de ensayo).
- Los dos métodos de control de velocidad: Método A (control por tasa de deformación, más preciso y reproducible) y Método B (control por tasa de incremento de fuerza, más sencillo operativamente).
- Las magnitudes que deben determinarse y la forma de calcularlas.
- Los criterios para considerar válido o no un ensayo (por ejemplo, si la rotura ocurre fuera de la zona calibrada).
En Europa, la ISO 6892-1 ha sustituido a la antigua norma EN 10002-1. En el mercado norteamericano convive con la ASTM E8/E8M, aunque los principios físicos son los mismos. La siguiente tabla resume las principales normas de referencia:
Norma | Ámbito de aplicación | Velocidad de ensayo | Temperatura |
|---|---|---|---|
ISO 6892-1:2019 | Acero y aleaciones ferrosas (temperatura ambiente) | Método A: control por deformación / Método B: control por fuerza | Ambiente (23 ± 5 °C) |
ISO 6892-2 | Acero a temperatura elevada (>35 °C) | Variable según material | >35 °C (generalmente 150–1000 °C) |
ASTM E8/E8M | Metales en general (EE.UU. y mercados anglosajones) | Varía por sección y material | Ambiente |
EN 10002-1 (obsoleta) | Antecesora de ISO 6892-1 en Europa | — | Ambiente |
Tabla 1. Principales normas para ensayos de tracción en metales.
La probeta: geometría, dimensiones y preparación
Antes de hablar del procedimiento, hay que hablar de la probeta. Es la parte del proceso que más veces se descuida y que más influye en el resultado.
La ISO 6892-1 define varios tipos de probeta según la forma del producto de origen (chapas, barras, tubos, alambre…). Las más habituales son las probetas proporcionales, en las que la longitud calibrada es proporcional a la raíz cuadrada de la sección transversal:
- Probetas planas (para chapa y perfiles planos): con cabezas ensanchadas y una zona calibrada de anchura constante.
- Probetas cilíndricas (para barras, tochos o redondos): sección circular de diámetro definido.
- Probetas de alambre o tubería: con geometría adaptada al producto.
Las dimensiones más críticas son la longitud calibrada (Lo) e o sección transversal inicial (So). Cualquier error en su medición se traslada directamente al cálculo del límite elástico y del alargamiento.
La preparación de la probeta también tiene su importancia: mecanizado correcto (sin marcas de herramienta en la zona calibrada), verificación de dimensiones antes del ensayo, marcado de la longitud inicial si se va a medir el alargamiento tras rotura. Todo esto es parte del protocolo y, en laboratorios acreditados, está documentado en el procedimiento interno de cada ensayo.
Equipos necesarios: la máquina universal y el extensómetro
El ensayo de tracción requiere dos elementos principales: una máquina de ensaio universal y un extensómetro.
La máquina universal de ensayos
Cuando hablamos de ensayar acero a tracción, la máquina es el corazón del sistema. La máquina de ensayo universal aplica la fuerza de tracción a través de un sistema de mordazas que sujetan los extremos de la probeta. Su célula de carga mide la fuerza en cada instante; el software registra y procesa los datos.
Para ensayos de tracción en acero estructural o de ingeniería, los rangos de fuerza habituales van de 100 kN a 600 kN, aunque hay aplicaciones que requieren marcos de mayor capacidad. Lo importante es que la máquina esté calibrada según la clase de exactitud requerida por la norma: la ISO 6892-1 exige como mínimo clase 1 según ISO 7500-1.
El extensómetro
El extensómetro mide la deformación de la probeta durante el ensayo con mucha mayor precisión que el desplazamiento del travesaño de la máquina. La norma exige extensómetros clase 1 o mejor (según ISO 9513) para determinar el límite elástico por extensión (Rp0,2).
Hay dos tipos principales:
- Extensómetros de contacto: se sujetan mecánicamente a la probeta. Son precisos y robustos, pero requieren retirarlos antes de la rotura para no dañarlos.
- Videoextensómetros: miden por análisis de imagen, sin contacto físico con la probeta. Tienen la ventaja de que pueden mantenerse activos durante toda la rotura y son ideales cuando la probeta es delgada o el material es frágil.
En Servosis configuramos nuestros sistemas de ensayo según los requisitos de cada cliente: capacidad de fuerza, tipo de extensómetro, mordazas y software de adquisición de datos. Cada instalación se adapta al material y al estándar que el laboratorio necesita cumplir.
Procedimiento del ensayo de tracción paso a paso
El ensayo de tracción tiene un protocolo bien definido. Aquí van los pasos habituales, tal como se ejecuta en un laboratorio que trabaja conforme a ISO 6892-1:
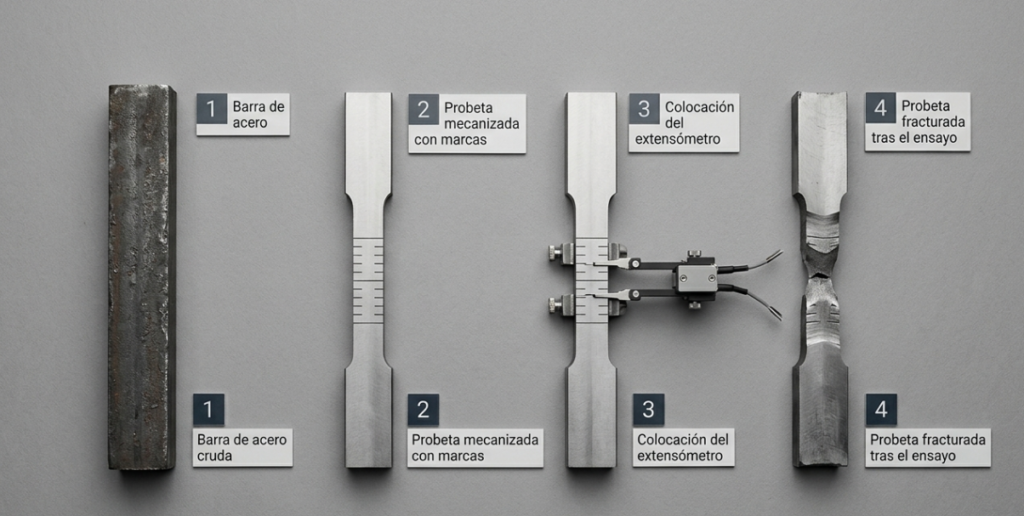
- Recepción e identificación de la muestra: registrar el origen del material, el número de colada, el estado de suministro (laminado, recocido, templado…) y la norma de producto aplicable.
- Mecanizado de la probeta: obtener la geometría definida a partir del material de origen. Si la muestra viene ya mecanizada, verificar dimensiones con calibre o micrómetro.
- Medición de dimensiones iniciales: medir la sección transversal en tres puntos de la longitud calibrada y tomar el valor mínimo como So. Marcar Lo si se va a medir alargamiento post-rotura.
- Colocación en la máquina: fijar la probeta en las mordazas, alineando correctamente su eje longitudinal con el eje de carga. Una mala alineación introduce esfuerzos de flexión que distorsionan la curva.
- Colocación del extensómetro: fijar el extensómetro en la zona calibrada. Verificar el cero.
- Definición de la velocidad de ensayo: según la norma, Método A (control por tasa de deformación específica, más reproducible) o Método B (control por tasa de fuerza). En muchos laboratorios se usa Método A para la zona elástica y se cambia a Método B o libre tras el límite elástico.
- Ejecución del ensayo: la máquina aplica la carga de forma continua hasta la rotura de la probeta.
- Retirada del extensómetro: si es de contacto, retirar antes de que se produzca la rotura para evitar daños.
- Medición post-rotura: unir las dos mitades de la probeta rota y medir la longitud entre marcas (Lu) y la sección mínima en el punto de rotura (Su) para calcular alargamiento (A) y estricción (Z).
- Generación del informe: el software de la máquina calcula automáticamente Rp0,2, Rm, A y Z. El operario verifica que el ensayo ha sido válido (rotura dentro de la zona calibrada, sin anomalías en la curva).
Un ensayo completo —desde la preparación de la probeta hasta el informe— puede llevar entre 15 y 45 minutos dependiendo del material, la velocidad de ensayo y los parámetros que se quieran determinar.
Magnitudes que se obtienen y cómo interpretarlas
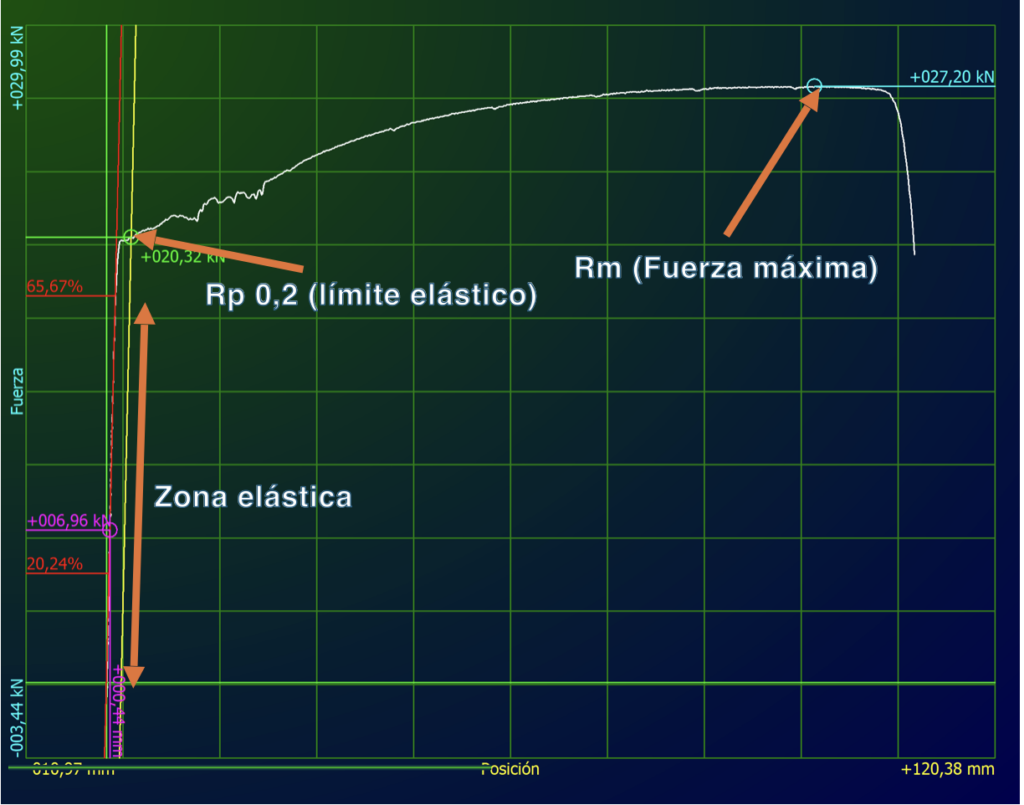
El resultado principal del ensayo es la curva tensión-deformación (σ-ε). A partir de ella, el software calcula las magnitudes siguientes:
Magnitud | Símbolo | Unidad | Qué mide |
|---|---|---|---|
Limite elástico | Rp0,2 | MPa | Tensión a la que el material sufre una deformación plástica del 0,2 % |
Resistencia a tracción | Rm | MPa | Tensión máxima soportada antes de la rotura |
Alargamiento tras rotura | A | % | Deformación plástica permanente en la zona de rotura |
Estricción | Z | % | Reducción de sección transversal en el punto de rotura |
Módulo de Young | E | GPa | Pendiente de la zona elástica; rigidez del material |
Tabla 2. Principales magnitudes obtenidas en el ensayo de tracción según ISO 6892-1.
Además de estas magnitudes, muchos laboratorios también determinan el cociente Rm/Rp0,2 (relación de endurecimiento), que da información sobre la capacidad del material de redistribuir tensiones antes de la rotura —un dato relevante en diseño sísmico y en aplicaciones de conformado.
Resultados esperados según el tipo de acero
Los valores obtenidos en el ensayo deben interpretarse siempre en relación con los requisitos de la norma de producto correspondiente. Pero como referencia orientativa, aquí van los rangos típicos de los aceros más habituales:
- Acero estructural S235 (EN 10025): Rp0,2 ≥ 235 MPa, Rm entre 360 y 510 MPa, A ≥ 26 %.
- Acero estructural S355: Rp0,2 ≥ 355 MPa, Rm entre 470 y 630 MPa, A ≥ 22 %.
- Acero inoxidable austenítico 304 (EN 10088): Rp0,2 ≥ 210 MPa, Rm ≥ 520 MPa, A ≥ 45 %.
- Acero de alta resistencia (AHSS, tipo DP o TRIP para automoción): Rm entre 600 y 1500 MPa con distintos niveles de Rp0,2 según el grado.
- Acero de herramienta (templado y revenido): Rm > 1200 MPa, A reducido (2–8 %).
Si el resultado queda por debajo del valor mínimo exigido por la norma de producto, el material se rechaza. Si hay dispersión excesiva entre probetas del mismo lote, el laboratorio tiene que investigar si hay variabilidad en el material, en la preparación de probetas o en el propio ensayo.
Errores frecuentes que invalidan el ensayo
Con los años, en Servosis hemos visto algunos patrones que se repiten cuando los resultados de un ensayo de tracción son cuestionables:
- Mala alineación de la probeta en las mordazas: genera esfuerzos de flexión que elevan artificialmente el límite elástico aparente.
- Velocidad de ensayo demasiado alta: en la zona elástica, una tasa de carga excesiva eleva el Rp0,2 medido, especialmente en aceros con escalón de fluencia.
- Extensómetro con cero incorrecto o calibración fuera de plazo: el módulo de Young y el Rp0,2 calculados pueden desviarse significativamente.
- Mecanizado deficiente de la probeta: marcas de herramienta o cambios bruscos de sección en la zona calibrada provocan rotura prematura o en puntos no representativos.
- Temperatura no controlada: en materiales sensibles a la temperatura (como ciertos aceros de alta resistencia o aceros inoxidables austeníticos), ensayar fuera del rango ±5 °C respecto a 23 °C puede alterar los resultados.
- Rotura fuera de la longitud calibrada: el alargamiento medido no es representativo. Resultado inválido según la norma.
Muchos de estos errores se evitan con equipos bien mantenidos y calibrados. Si tu laboratorio está evaluando si su equipo actual cumple los requisitos de la ISO 6892-1, en Servosis podemos ayudarte a analizar el estado de tu máquina de ensayo y proponer las mejoras necesarias.
Preguntas frecuentes sobre el ensayo de tracción en acero
Las preguntas que más recibimos de laboratorios, estudiantes de doctorado e ingenieros de proceso que trabajan con este ensayo:
Pregunta | Respuesta |
|---|---|
¿Qué velocidad de ensayo exige la ISO 6892-1? | La norma define dos métodos: el Método A (control por tasa de deformación) y el Método B (control por tasa de fuerza). El Método A es el más preciso y el recomendado cuando se requiere trazabilidad completa de los resultados. |
¿Cuántas probetas se necesitan para un ensayo válido? | Depende del producto y de la norma de producto aplicable. Lo habitual es ensayar entre 2 y 5 probetas por lote. La ISO 6892-1 especifica la geometría de la probeta, pero el número de réplicas lo define la norma de producto o el protocolo del laboratorio. |
¿Qué diferencia hay entre Rp0,2 y Re? | Re es el límite elástico convencional (en materiales con escalón de fluencia marcado). Rp0,2 es el límite elástico por extensión del 0,2 %, que se usa cuando no hay escalón definido. En aceros estructurales suele aparecer Re; en aceros inoxidables, Rp0,2. |
¿Puede hacerse el ensayo sin extensómetro? | Técnicamente sí, pero los resultados son muy limitados: solo se obtiene la carga máxima y la fuerza de rotura. Sin extensómetro no se puede determinar el módulo de elasticidad, el límite elástico por extensión ni el alargamiento con precisión. La norma ISO 6892-1 exige extensómetro para resultados válidos. |
¿Qué pasa si la probeta rompe fuera de la zona calibrada? | Si la rotura ocurre fuera de la longitud calibrada (Lo), el resultado del alargamiento no es válido según la norma. En ese caso, hay que repetir el ensayo con una probeta nueva. Esto es una de las causas más frecuentes de rechazo de resultados en laboratorios. |
¿Sirve la misma máquina para acero y para polímeros? | Depende de la configuración. Una máquina universal bien equipada puede ensayar ambos materiales, pero requieren utillajes distintos (mordazas, extensómetros) y rangos de fuerza muy diferentes. Para polímeros, la norma de referencia es ISO 527 o ASTM D638, no ISO 6892-1. |
En resumen
El ensayo de tracción en acero es una prueba relativamente sencilla en apariencia, pero que exige rigor en cada paso: probeta bien mecanizada, equipo calibrado, velocidad de ensayo correcta, extensómetro adecuado y operario que sepa interpretar la curva resultante.
La ISO 6892-1 existe precisamente para que ese rigor sea reproducible: no importa dónde se haga el ensayo, los resultados deben ser comparables. Eso es lo que da valor al dato de Rp0,2 o de Rm que aparece en un certificado de material.
Si tu laboratorio está dimensionando o renovando su equipo de tracción, en Servosis llevamos décadas fabricando y actualizando máquinas de ensaio universais adaptadas a las necesidades reales de cada cliente. No hay una solución estándar que funcione igual para todos.
¿Quieres saber si tu equipo de tracción cumple con la ISO 6892-1?
